改善効果
さまざまなケースで見込めるパレットクランプの改善効果を紹介します。
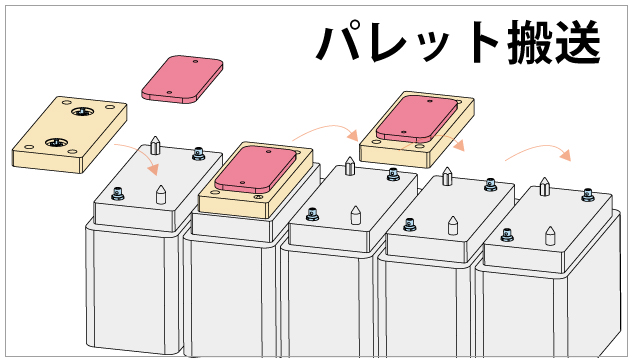
パレット交換に適した製品を使用すれば、工程間搬送のパレットの位置決めの高精度化や、簡単で素早い段取り替えまで幅広いケースに対応できます。
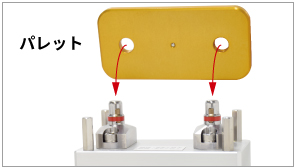
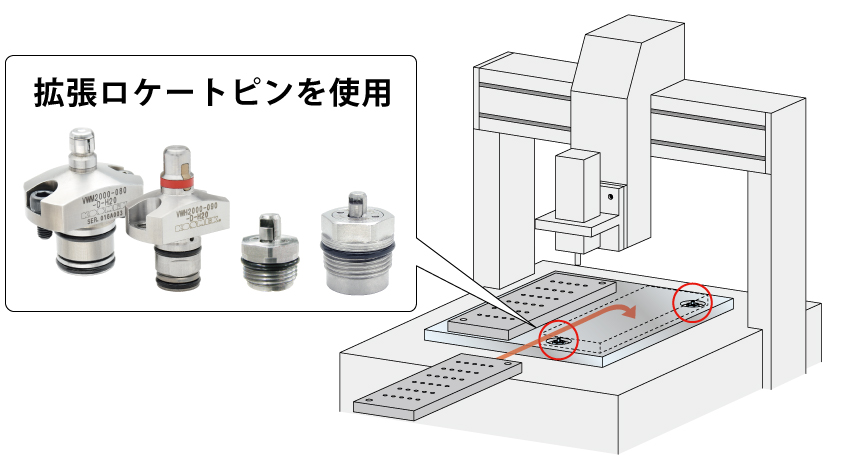
検査装置や塗布装置など、パレットに負荷がかからずクランプする力が不要で、パレット側に穴だけあれば位置決めできる(連結用ブロックを取り付けたくない)方式を紹介します。「拡張ロケートピン」を使用して、パレット穴を内張りし高精度位置決めを行います。拡張ロケートピンにはクランプ力はありませんが、拡径力で耐えられる負荷であればパレットを位置決めすることが可能です。
拡張ロケートピンは多くのバリエーションを用意しております。詳細は製品一覧よりご参照ください。


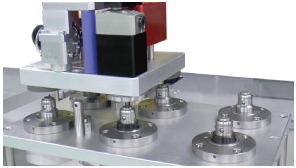
パレットクランプを使えば、だれでも簡単かつ高精度のパレット交換が可能で、段取り時間を短縮できます。
パレットクランプはボルト締めと異なり、瞬時にジグ交換ができます。
しかも、エッジロケータやロケートピンといった従来の位置決め方式よりも高い位置決め精度を実現できます。
下図は従来の「エッジロケータで位置決めし、ボルトで固定する」方式と、パレットクランプを使用した方式を比較しています。段取時間が短縮され、位置決め精度も向上します。
さらに、スキルも必要なく、作業者の方の労力を減らし、より安全な作業が可能となります。

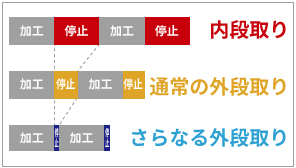
機械設備の稼働時間を伸ばすには、停止時間を短くする必要があります。
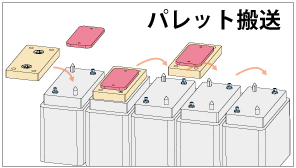
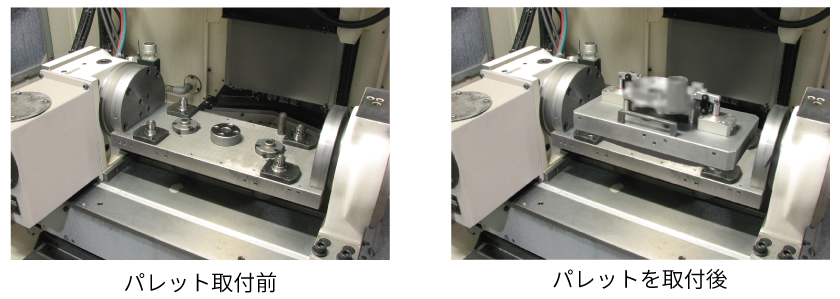
停止時間を短くするために、機械停止中にワークをセットするのではなく、事前に機械の外でパレットにワークを準備して、機械停止時に内外のパレットを交換する「外段取り化」が効果的です。
外段取り化によって機械停止時間は短くなりますが、外段取りしたパレットを機械内に設置するためには、精度を調整することができる高い技術者が必要となります。
そこで、パレットクランプを使用すると、高精度位置決めと、固定(クランプ)を「だれでも」、「簡単に」行うことが
できます。短時間でパレットを交換でき、機械の停止時間を極限まで削減して、生産性を向上できます。

上表の③が、パレットクランプを使用してパレットを交換している時間(停止時間)です。
①②と比較すると機械停止時間を大幅に短縮することが可能です。
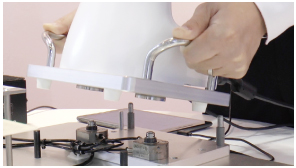
パレットクランプ交換作業については、下記の動画をご参照ください。
パレット交換により、生産ラインをフレキシブルな混流ラインにすることで設備を活用し、投資金額を抑えることができます。
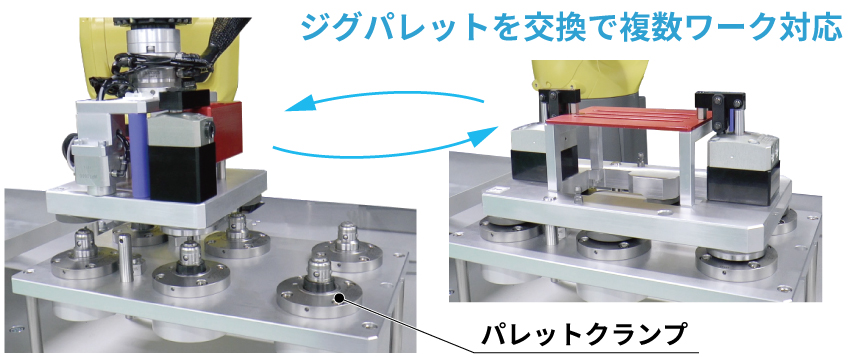
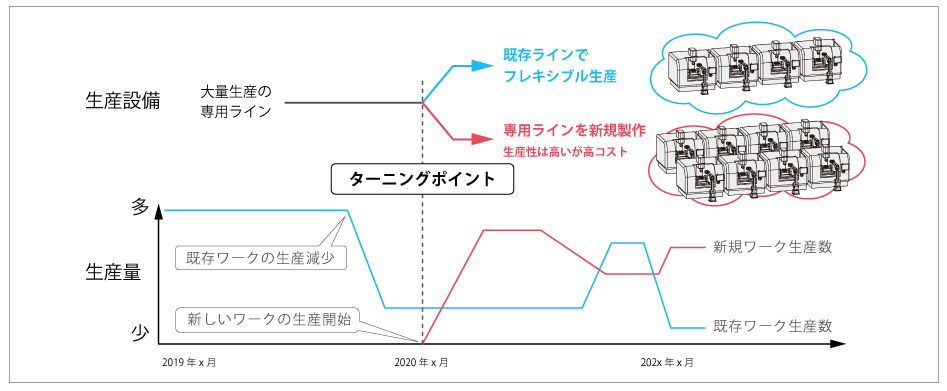
上表は、生産量が減少したワークの生産ラインを活用して、新しいワークを、既存ラインに投入することで、初期投資を抑えた場合のイメージです。ロボットによるパレット交換も実施できればさらなる自動化につながります。
ロボットを、設備間で交換した際、ロケートクランプ(model SWQ/SWT)の繰返し位置決め精度3μmで、設置できるため再設置時のロボットの再ティーチング、もしくは位置の補正が不要になります。
設置作業がだれでも簡単に行えるようになります。

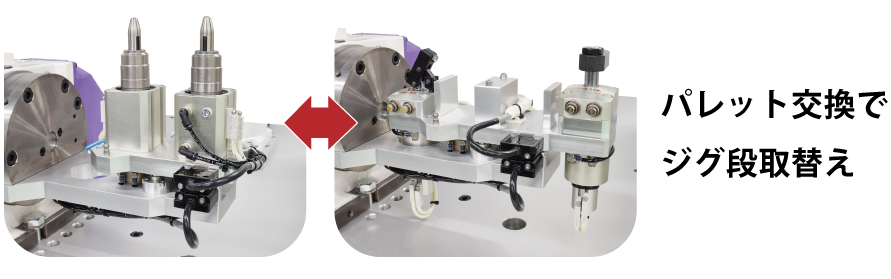
作業の異なる「ジグA」と「ジグB」をロボット1台で共用化し、ロボットを移動・段替えさせることで、作業を汎用化します。
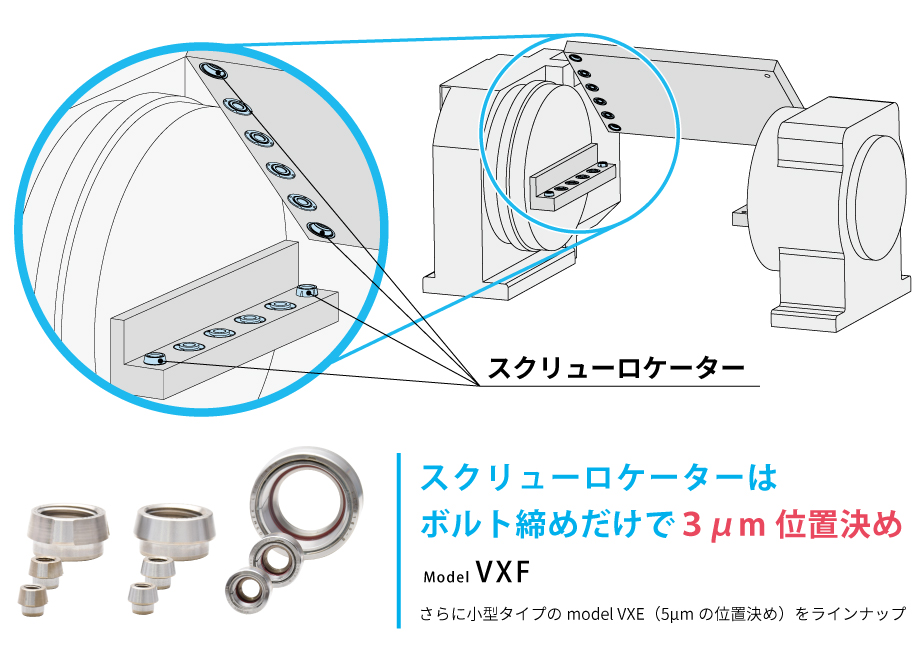
パレットの高精度交換を行いたいが段取回数が少ないので費用を抑えたい。まずは手動で段取り改善に着手したい。
という時のために、パレットクランプの手動版のイメージでご使用いただける「スクリューロケーター」を用意しています。
スクリューロケーターは、ボルト締めだけで簡単にパレットの高精度位置決めが可能です。
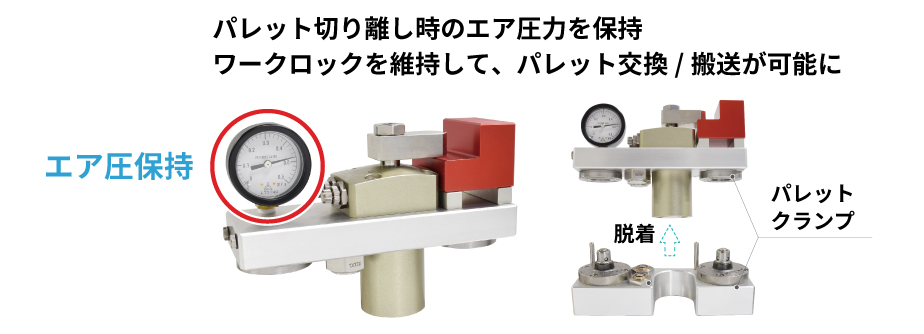
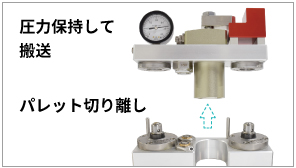
パレットをジグベースから脱着した際に、パレット側にエア圧力を一時的に保持し、次工程までワークをパレットに固定した状態で搬送したい場合に、「リークレスカプラ(model JWC/JWD)」を使用すると、エア源とパレットが切り離された状態でも、パレットのエアアクチュエータのエア圧力を保持できます。
>>製品ぺージを見る(model JWC/JWD)